|
Détails sur le produit:
|
| Source de courant: | monophasé AC220V ± 10% 50Hz | Arrivée d'air: | 0.5-0.7mpa (lorsque l'alimentation en air est de 0.5MPa, le débit requis est de 300NL/min) |
|---|---|---|---|
| Température de fonctionnement: | 0-55 ℃ | Environnement d'utilisation: | pas de gaz corrosif ou d'environnement combustible, et pas d'environnement agressif de poussière |
| Dimension: | 2850 X 2050 X 1800mm (personnalisé) | Couleur: | argent (personnalisé) |
| Lester: | Environ 3000kg (≤ 750KG/m2) | Du pouvoir: | 12kw |
| Bruit: | ≤ 75db (hors ventilateur d'aspiration de poussière) |
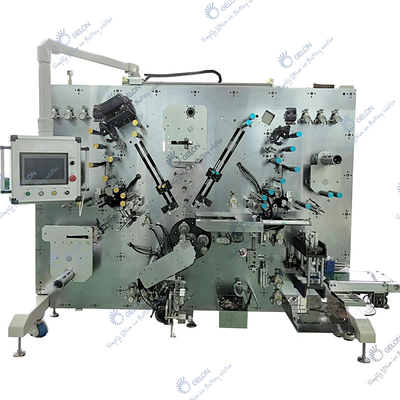
Équipement de production d'assemblage de batterie de projet d'enrouleur automatique![]()
JE.Introduction
Caractéristique:
1. Le contrôle complet de la came est adopté pour l'aiguille de traction et de poussée et l'inversion.L'équipement est stable, avec une efficacité élevée et un faible taux d'échec.
2. L'électrode adopte un contrôle de correction de déviation à trois voies : déroulement, processus et pré-enroulement pour assurer la qualité du produit.
L'équipement enroule les pièces d'électrodes positives et négatives et les diaphragmes des éléments de batterie lithium-ion autour des cellules de batterie après avoir traversé des mécanismes tels que le dépoussiérage, le contrôle de la tension, l'inspection de la qualité, la mesure de la longueur, la correction de l'écart de déplacement, l'élimination de l'électricité statique, etc. ;Après l'achèvement de la production de la cellule, le test de court-circuit, la décharge défectueuse et la transmission de la bande transporteuse.
II.Spécifications
| Rouleau | Largeur(mm) | Épaisseur(μm) | Longueur (mm) | Matériau OD Max.(mm) | Identification du matériau (mm) | |
| Cathode | 1 | 40-70 | 80-180 | 700-1500 | Φ450 | Φ76.2 |
| Anode | 1 | 40-70 | 80-180 | 700-1500 | Φ450 | Φ76.2 |
| séparateur | 2 | 40-70 | 12-35 | Φ300 | Φ76.2 | |
| Bande de cerclage | 1 | 25-65 | 20-60 | Φ200 | Φ76.2 |
1. Méthode d'enroulement :
A. Remontage à 3 positions avec 3 aiguilles de remontage.
B. Diamètre d'aiguille Ø 3,5 (ou sur mesure (Ø 3,5 - Ø 8,0))
C. Diamètre d'enroulement : Φ 18 - Φ 23 mm (applicable à 18650, 21700, etc.)
D. Nombre d'onglets : 1-2 pour la cathode et l'anode, ou tous les onglets
E. Longueur des onglets exposés : 8-25 mm
2.Précision d'enroulement
A. Alignement de la cathode et de l'anode : ± 0,3 mm
B. Alignement entre l'électrode et le séparateur : ± 0,3 mm
Remarque : la cathode et l'anode sont corrigées 3 fois respectivement (correction de déroulement, correction de processus et correction de pré-enroulement)
C.Alignement de deux couches de séparateur : ± 0,5 mm
3.Capacité d'enroulement
1. Capacité de production
Vitesse de production : ≥ 20 ppm dans une anode de 1200 mm de long ;(21700 cellules)
Taux de mobilisation des cultures ≥ 95%
taux de mobilisation = {production totale / (temps de démarrage - temps de déduction nécessaire) × vitesse de production théorique de l'équipement} × 100 %, temps de déduction nécessaire : temps d'arrêt causé par des raisons non liées à l'équipement, telles que le temps de préparation de la production pour le ravitaillement en carburant et la connexion de la courroie.
2. Taux de qualification ≥ 98%
Taux de qualification = nombre total de bons produits / (production totale - déduction nécessaire) × 100 % (sauf pour les matériaux médiocres)
Il est nécessaire de déduire la quantité de produits défectueux causés par des facteurs non liés à l'équipement, tels qu'une mauvaise connexion du ruban, une longueur de feuille hors tolérance, des languettes manquantes défectueuses, etc.
Tension de cathode et d'anode : 20N réglable (réglable)
Tension du diaphragme : 10 N réglable (réglable)
III.Structure de l'équipement :
1. Mécanisme de déroulement de l'électrode et du séparateur
A. Le support de déroulement est de structure en porte-à-faux à double support.
B. Le servomoteur AC est utilisé pour l'entraînement central, le déroulement actif et le mécanisme de correction de déviation automatique.
C. Serrer pneumatiquement l'arbre d'alimentation.
2. Rouleau de passage
A. Fonction : utilisé comme mécanisme de transition dans le processus d'enroulement de la cathode, de l'anode et du séparateur
B. Configuration du mécanisme : composé d'un rouleau en aluminium, d'un roulement, d'un arbre à rouleaux, etc.
3. Mécanisme de coupe d'électrode
A. L'électrode et le séparateur sont conçus avec des couteaux mobiles.
B. L'ensemble de la fraise adopte un module indépendant, pratique pour le démontage, le réglage et la maintenance
C. Durée de vie de la fraise : ≥ 300 000 fois
D. Le mécanisme de dépoussiérage est réglé sur le couteau
E. L'interface homme-machine a la fenêtre d'affichage du nombre de réglage et des temps d'utilisation réels.
4. Mécanisme de coupe du séparateur
A. Séparateur de coupe à froid pour lame de scie
B. Durée de vie de la fraise : ≥ 300 000 fois
5. Commande d'enroulement
La pièce adopte un mode de fonctionnement à 3 aiguilles et 3 stations, la came tire l'aiguille et l'aiguille rotative est entraînée par un servomoteur à courant alternatif, la position angulaire et la vitesse linéaire peuvent être contrôlées automatiquement en boucle fermée.Le mécanisme d'inversion est entraîné par un diviseur et l'inversion est stable.
6. Contrôle de correction de déviation
Il est composé d'une correction de déviation de déroulement d'électrode et de séparateur, d'une déviation de processus d'électrode et d'une correction de déviation de pré-enroulement.
Le mécanisme de correction de déviation est composé d'un élément de détection et d'un actionneur.Le capteur photoélectrique est utilisé pour détecter le bord de référence de l'électrode afin de déterminer si l'électrode est décalée, et le rouleau de correction de déviation est commandé pour osciller d'avant en arrière ou se déplacer pour corriger la déviation.L'état de la correction des erreurs est affiché sur l'interface homme-machine.
A. Correction de l'écart de déroulement : l'arbre de matériau de déroulement (synchronisation de la bobine de matériau) et la tige pivotante de correction de l'écart sont utilisés pour la correction de l'écart global synchrone afin de garantir que la position de l'électrode de déroulement et du séparateur est stable et dans la plage autorisée.
B. Correction de déviation de processus : à la position avant l'alimentation, le rouleau de correction de déviation oscille d'avant en arrière pour assurer davantage la précision de l'électrode à la position d'alimentation.
C. Correction avant bobinage : sous le coupe-électrode, avant bobinage (tout près de l'aiguille de bobinage).Assurez-vous que l'alignement de la cellule déroulée est dans la plage lorsque l'électrode entre dans la cellule
7. Détection de connexion de feuille
L'identification de la connexion de la feuille doit être collée avec une étiquette de couleur de ruban opaque (le rouge est recommandé) sur l'électrode.Il est détecté par le capteur de code couleur et déchargé comme un seul rouleau d'électrode défectueuse.L'étiquetage manuel est cohérent avec l'étiquetage de la machine, afin de détecter la stabilité de la connexion de la bande.
8. Mécanisme de roue de mesure de longueur
Longueur de l'électrode de l'unité de mesure
9. Test de court-circuit
L'équipement a la fonction de test de court-circuit de cellule (test HI-pot), et les défauts de court-circuit sont déchargés séparément dans la boîte de produit défectueuse
10. Système de contrôle
PLC, servo et fibre optique adoptent le mode bus, avec un fonctionnement stable et un changement pratique.
11. Interface d'opération
A. Interface d'opération en anglais
B. Les paramètres de l'équipement seront ajustés en modifiant les éléments de réglage de la taille du modèle et l'efficacité, la tension, la correction du capteur, etc. l'équipement peut stocker 9 ensembles de paramètres de réglage du processus de modèle
C. Le nombre total de production, le nombre de bons produits et le nombre de produits défectueux peuvent être enregistrés
12. Prévention électrostatique et dépoussiérage
A. La cathode et l'anode ont des sections séparées.
B. L'électrode est équipée d'un mécanisme de dépoussiérage et la poussière des deux côtés de l'électrode est éliminée par nettoyage à la brosse et aspiration à pression négative
C. La partie de coupe de l'électrode est équipée d'un dispositif de collecte de poussière
D. Le séparateur est fourni avec un dispositif d'élimination de l'électricité statique
13.protection de sécurité
A. Le matériel et le câblage peuvent être plus partitionnés, les courants forts et faibles peuvent être séparés, et la protection contre les surcharges, les fuites et les défauts de court-circuit peut être fournie avec une fonction de protection
B. Les positions d'enroulement et de coupe sont munies de panneaux d'avertissement de sécurité, et le coupe-séparateur et le coupe-caoutchouc de finition sont munis de panneaux d'avertissement de sécurité
C. Autorité de communication et d'exploitation de l'équipement
Il n'y a pas de mot de passe pour le fonctionnement de l'équipement et les paramètres de processus, et une protection par mot de passe est fournie pour les paramètres de configuration du moteur, du servo et de l'origine
IV.Installation et mise en service des équipements
1. Alimentation : AC220V monophasé ± 10% 50Hz
2. Alimentation en air : 0,5-0,7 MPa (lorsque l'alimentation en air est de 0,5 MPa,
le débit requis est de 300NL/min)
3. Environnement d'utilisation (selon JISB3502)
A.Température de travail : 0-55 ℃
B. Dans la salle de séchage, il ne doit y avoir aucun gaz corrosif ou environnement combustible, et aucun environnement agressif de poussière
4. Dimension : 2850 X 2050 X 1800mm (personnalisé)
5. Couleur : argent (personnalisé)
6. Poids : environ 3 000 kg (≤ 750 KG/m2).
7. Puissance : 12KW
8.Noise : ≤ 75db (à l'exclusion du ventilateur d'aspiration de poussière)
Personne à contacter: Ekain Zhang
Téléphone: +8618669965529
Télécopieur: 86-0539-8067529