|
Détails sur le produit:
|
| Garantie: | 1 an | Le service après-vente a fourni: | Installation de champ, commissionnant et s'exerçant, tiers appui d'outre-mer disponible |
|---|---|---|---|
| Tension: | 220V/380V, adapté aux besoins du client | Condition: | Nouveau |
| Matériel: | Acier inoxydable | Application: | Fabrication d'électrode |
| Champs d'application: | batterie d'ion de lithium | ||
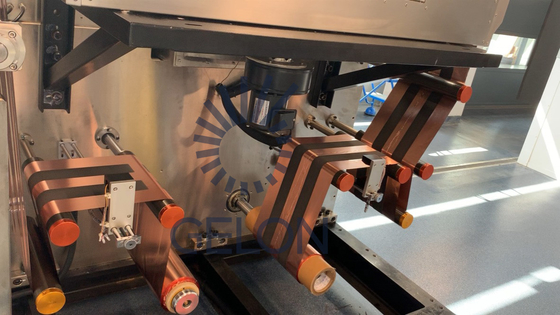
| Mettre en évidence: | Équipement de production de batterie de fabrication d'électrode,La fente d'acier inoxydable meurent dispositif d'enduction,Revêtement de l'équipement de production de batterie 300mm |
||
![]()
Paramètres d'I. Equipment
| Épaisseur de matière première | Papier d'aluminium : 0.010-0.030mm, aluminium de cuivre : 0.006~0.030mm |
| Largeur de matière première | Papier d'aluminium : 100-320mm, aluminium de cuivre : 100-320mm |
| L'épaisseur maximale du revêtement humide | 8-400um (on permette la viscosité de la boue) |
| La largeur de revêtement maximale | 300mm, la largeur de revêtement maximale de petit pain : 360mm |
| La vitesse de bande mécanique | 0.5-7m/min |
| La vitesse de revêtement | 0.1-1.0m/min |
| Longueur d'étuve | four sec de 1 part * 1.2m/part=1.2m |
II. spécifications d'équipement
1 . Méthode de revêtement : La fente meurent distance intermittente de revêtement de revêtement : 5-8000 mm±1 millimètre (réglables selon des caractéristiques de batterie)
2. Précision de revêtement :
épaisseur 2,1 sèche de la tolérance d'exactitude : : cathode du côté simple : ±2.5um, anode : ±2.5um (la mesure en coupe 4-5 points, espacement de mesure de section verticale est 100mm)
2,2 revêtement la tolérance positive et négative d'alignement : <>
2,3 la tolérance moyenne de longueur : ≤±1.0mm
2,4 la tolérance moyenne de largeur : ≤±1.0mm a remarqué : Les premiers et deuxièmes indicateurs ci-dessus devraient avoir le meilleur effet quand le match des états de boue (viscosité, dimension particulaire, uniformité, etc.) les arrangements des paramètres d'équipement
3. Diamètre intérieur de batterie : 3 pouces, adoptent le rouleau d'expansion d'air
4. Contrôle de tension : Contrôle de flottement enduit de la tension PID de rouleau
5. Exactitude de contrôle de correction de déviation : ±0.01mm, exactitude de déviation : ±1mm
6. L'opérateur actionne le mécanisme de revêtement à partir de l'avant
7. Sec : Séchage d'air d'A.Hot, circulation d'air chaud (air supérieur d'approvisionnement) ; ou air supérieur et inférieur B.Heating d'approvisionnement : kilowatt électrique C.Heater du chauffage 5,0 KW*1 part=5.0
8. Longueur de four : 1part*1.2m/part=1.2m
9. Matériel de four : Acier inoxydable
10. La température de four : Le ℃ de la température ambiante ~150, réglable, exactitude de contrôle de température < ±5 processus technologique du ℃ III. le substrat d'électrode placé sur le dispositif de déroulement est automatiquement rectifié et entre dans alors le système de tension de bras d'oscillation. Après ajustement de la tension de déroulement, il écrit la tête de revêtement, et la boue d'électrode est enduite selon le programme de établissement du procédé de protection. L'électrode humide enduite entre dans le four à sécher par avion chaud. Après séchage, la tension de l'électrode est ajustée par le système de tension, alors que la vitesse d'enroulement est commandée pour le synchroniser avec la vitesse de revêtement. L'électrode est automatiquement corrigée par le système de correction pour le maintenir dans la position centrale, et le dispositif de enroulement est utilisé pour l'enroulement.
Personne à contacter: Ekain Zhang
Téléphone: +8618669965529
Télécopieur: 86-0539-8067529